从质量视角看静电除尘器:浆纸厂应关注哪些控制点?
静电除尘器投运后,浆纸厂通常会关注出口排放浓度、电场电压电流、振打效果、输灰状态和设备阻力。
这些运行表现,并不只取决于投运后的调整。很多问题在设计、制造、检验和安装阶段已经形成。对碱炉、石灰窑等浆纸行业静电除尘器来说,质量控制应从客户需求识别开始,一直延伸到设计输出、关键工序、部件检验和现场验证。
为您带来艾尼科内部培训的干货总结——从质量视角看静电除尘器:需求是否转化准确,设计是否形成闭环,制造检验是否抓住关键部件,典型问题是否有预防机制。
01 客户需求:技术协议中的指标要转化为设计和制造要求
静电除尘器的质量控制,首先来自客户需求的准确识别。
正式签署的合同、技术协议和客供图纸,是项目设计、制造、交付和验收的基本依据。其中,技术协议通常会明确静电除尘器最关键的性能指标,例如除尘效率、出口排放浓度、烟气量、烟气温度、运行阻力、漏风率以及入口粉尘浓度等。

以浆纸行业项目为例,技术协议中可能会出现类似要求:
- 除尘效率:99.9%;
- 出口粉尘排放浓度:≤10 mg/Nm³;
- 入口粉尘浓度边界:≤30 g/Nm³,dry,6% O₂;
- 设计处理烟气量:227526 Nm³/h;
- 烟气温度:210℃,最大215℃;
- 运行阻力:≤300 Pa;
- 漏风率:≤3%。
这些参数会转化为静电除尘器的电场数量、收尘面积、极间距、供电方式、气流分布、壳体结构、材料选型、焊接要求和密封控制。
例如,出口排放浓度会影响电场配置和收尘面积;烟气量会影响流通截面和气流分布;烟气温度会影响壳体强度和耐温材质;运行阻力会影响气流均布板设计;漏风率会影响壳体焊接、法兰密封和现场安装精度。
浆纸厂在技术交流和图纸审查时,可以重点确认:
- 排放、阻力、漏风率等核心指标是否在技术协议中明确;
- 入口粉尘浓度、烟气温度、烟气量等工况边界是否清楚;
- 材料、焊接、涂装、防腐等级是否与实际工况匹配;
- 图纸、材料清单、外购件清单是否能对应技术协议要求;
- 如存在沿海、高湿、高温、高腐蚀等特殊环境,是否已转化为具体防腐和材料要求。
如果需求转化不清楚,后续制造即使单项检验合格,也可能与实际运行工况不匹配。
02 设计控制:从设计输入到设计确认,形成闭环
静电除尘器不是简单的钢结构设备。它既要满足结构强度,也要满足电场性能、气流分布、密封性、输灰连续性和现场安装条件。
因此,设计阶段需要形成完整的控制闭环。
第一步是设计输入。
设计输入应包括技术参数、性能指标、外形安装尺寸、环境条件、适用标准、法律法规要求以及客户特殊要求。对浆纸厂项目来说,碱炉或石灰窑的烟气条件、接口位置、场地空间、检修条件和排放要求,都应成为设计输入的一部分。
第二步是设计输出。
设计输出通常包括方案设计图、主要技术参数表、总图、主要部件图、外购件清单、生产用零件图、装配图、现场安装图和电气控制图等。这些文件不是简单交付资料,而是制造、检验、安装和调试的执行依据。
第三步是设计验证。
设计验证关注的是:设计输出是否满足设计输入。常见方法包括CFD模拟、成熟项目对标、技术计算复核和图纸评审。例如,气流分布是否满足设计要求,电场配置是否能够对应排放目标,壳体结构是否满足温度和强度要求,接口尺寸是否符合现场安装条件。
第四步是设计确认。
设计确认关注的是:设备是否满足客户实际使用需求。对静电除尘器来说,设计确认可以通过空载升压试验、现场验收、在线监测数据以及具备资质的第三方排放检测来完成。
浆纸厂在项目执行中可以重点关注:
- 是否有明确的设计输入文件;
- 方案设计、技术设计、工作图设计是否经过评审;
- 关键结构和流场是否经过验证;
- 是否有设计变更记录和受控流程;
- 投运后是否通过空载试验、运行数据或第三方检测完成设计确认。
设计控制的价值,是把技术协议中的文字要求,转化为可以制造、可以检验、可以安装、可以运行验证的工程文件。
03 制造检验:钢结构、内部件、外购件要分层控制
静电除尘器制造检验可以分为三类:钢结构主体、内部核心件和重要外购件。
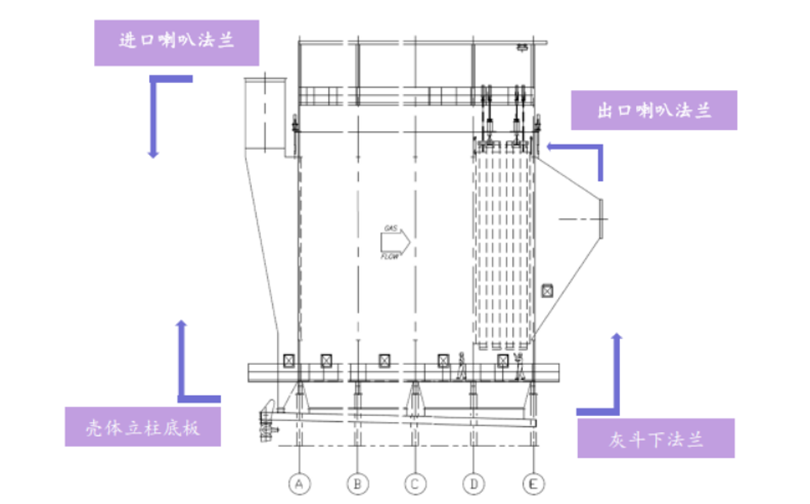
1)钢结构:重点看材料、焊接、涂装和预拼装
钢结构是静电除尘器的骨架。壳体、立柱、支撑、平台、雨棚、灰斗等部位的制造质量,直接影响设备结构稳定性、密封性和现场安装效率。
原材料检验应核对质保书、材质、规格尺寸和材料标识。Q235B、Q355B等材料从外观上不容易区分,必须依靠质保书、材料标识和必要的检测手段进行管理。材料一旦混用,可能影响结构强度、耐温性能和长期运行安全。
焊接控制应重点关注WPS焊接工艺、焊工资质、焊接参数、焊缝尺寸、焊缝成型、无损检测和焊后清理。出口项目通常需要按相应国际标准进行工艺评定、焊工资质和检测控制;国内项目也应符合钢结构施工质量验收要求及企业内部工艺文件。
常见焊接问题包括焊脚尺寸不足、气孔、夹渣、咬边、漏焊、错边、临时焊点未打磨、焊接飞溅未清理等。这些问题会影响结构强度、壳体密封和后续涂装质量。
涂装控制应重点关注表面处理和施工环境。需要喷涂的工件,喷砂清洁度通常应达到Sa2.5级,表面粗糙度控制在40–75 μm。作业环境温度宜控制在5–40℃,湿度宜≤85%。喷砂后应尽量在4小时内完成底漆施工,避免金属表面返锈。
重防腐体系通常采用“富锌底漆+环氧云铁或厚浆中间漆+聚氨酯面漆”的三层结构。底漆负责防锈,中间漆提供屏蔽和增厚,面漆承担耐候和外表保护。检验时应关注干膜厚度、边角覆盖、焊缝背侧、槽钢反面和复杂结构死角,避免漏涂。
预拼装的重点,是提前验证立柱、壳体、支撑、雨棚、内部刮板系统和关键接口的装配关系。通过工厂预拼装,可以提前发现孔位偏差、接口不顺和结构件配合问题,减少现场返修。
2)内部件:重点看阳极板、阴极线
阳极板和阴极线是静电除尘器的核心收尘与放电部件,其制造精度直接影响电场均匀性和收尘效率。
阳极板应重点检查厚度、平直度、扣合质量、板排对角线、螺栓扭矩和扣合力。典型控制点包括:
- 极板所使用的冷轧钢板厚度必须符合国家标准的要求;
- 极排应控制对角线与间距偏差;
- 连接螺栓扭矩不低于109 N·m;
- 扣合力不低于22.7 kg。
如果阳极板弯曲、扭曲或扣合不牢,会导致极间距不均。极间距偏小的位置容易发生异常放电,严重时可能短路;极间距偏大的位置,收尘效率会下降。运行中可能表现为电压上不去、电场不稳定、火花放电频繁或出口排放波动。

阴极线应重点检查线体直线度、芒针间距、芒针角度、镀层完整性和焊接强度。芒针与钢管应保持90°垂直安装,避免放电方向偏差。芒针间距应保持一致,保证放电点分布均匀。对芒针焊接强度,可以采用逐根敲击检查,发现松动或脱落后补焊并复检。
内部件验收不应只看数量和外观,更要看几何精度、装配精度和与电场运行相关的关键尺寸。
3)外购件:重点看功能匹配、过程检验和试运行
静电除尘器中的外购件较多,包括埋刮板机、减速机、电机、轴承、联轴器、链轮、传动轴、绝缘子、膨胀节和热吹扫风机等。这些部件虽然不是主体结构,但会直接影响整机运行可靠性。
埋刮板机是输灰系统的关键设备。检验时应核对材料质保书和供应商自检记录,重点抽查关键结构件的材料牌号、化学成分和力学性能报告。链轮表面硬度可控制在HRC45–55,传动轴硬度可控制在HB200–280。传动链条应复核无损探伤报告,排查内部裂纹。
整机运行测试方面,埋刮板机可执行不少于2小时的连续空载运行,检查运行电流稳定性、噪声、轴承温升、张紧装置和密封状态。噪声可控制在85 dB以内,轴承温升不超过40℃。张紧系统应检查弹簧张紧装置安装精度和行程余量,防止运行中跳链、脱链。
传动与支撑部件应重点看减速机型号、电机匹配、联轴器关键尺寸、链轮硬度、传动轴直线度和键槽对称度。联轴器等成对加工部件应做好配对标识,避免现场错配。链轮焊缝等应力集中部位,应根据要求进行磁粉探伤。
其他重要外购件也应按功能检查。95瓷绝缘子应确认95%氧化铝陶瓷材质,核对高度、内外径、垂直度和表面状态。膨胀节应检查波数、关键几何尺寸、表面裂纹和接口匹配。热吹扫风机应检查保温层、IP55接线盒、风速、温升和电加热器运行状态。
外购件验收不能只看合格证。对影响输灰、绝缘、热膨胀补偿、防结露和传动可靠性的部件,应结合运行功能进行专项检验。
04 典型质量问题:从问题表现追溯到预防措施
质量管理的重点,不只是发现问题,还要把问题归类、追溯原因,并形成预防机制。

静电除尘器制造中常见问题大致可以分为四类。
第一类是焊接质量问题。
典型表现包括焊缝过窄、漏焊、严重咬边、内部气孔、拼接错边、非要求位置误焊等。根本原因可能来自焊工技能不足、WPS执行不到位、过程巡检不足、无损检测覆盖不充分。处理方式包括缺陷隔离、补焊、打磨、复检,以及加强焊工资质、工艺交底和巡检频次。
第二类是涂装质量问题。
典型表现包括表面油污灰尘残留、针孔、皱皮、流挂、干膜厚度不足、局部漏涂等。根本原因可能是前处理不到位、油漆配比或搅拌不当、喷涂手法不规范、环境湿度未受控、过程检测不足。处理方式包括缺陷部位打磨除污后重新补涂,并增加膜厚检测和涂装前表面状态检查。
第三类是尺寸与加工精度问题。
典型表现包括尺寸超差、孔径错误、切割面痕迹过深、毛刺残留、栏杆或连接件方向装反、加强筋或槽钢长度超差导致无法装配等。根本原因可能是图纸理解偏差、技术交底不足、首件检验缺失、工装夹具使用不当或过程巡检不足。处理方式包括超差件全检、无法返修件报废、错误装配件返工,并加强图纸会审、技术交底和首件检验。
第四类是变形与运输防护问题。
典型表现包括焊接变形、内部件应力变形、转运磕碰、油漆损伤等。根本原因可能是焊接顺序不合理、未采用分散焊接和对称施焊、工装精度不足、转运防护措施不明确。处理方式包括机械校正、局部热处理、补漆复检,并优化焊接顺序、装配工装和成品转运防护标准。
浆纸厂在制造监造或出厂验收时,可以把这些问题作为检查线索:看到缺陷,不只判断是否返修,还要追问是否有原因分析、整改记录和预防措施。
静电除尘器质量,应从结果验收前移到过程控制
静电除尘器最终要看排放是否达标,但稳定运行并不只取决于投运后的调整。
对浆纸厂来说,更有效的质量关注点应前移到设计、制造、检验和安装阶段:
- 需求阶段,看技术协议中的排放、阻力、漏风率和工况边界是否清楚;
- 设计阶段,看设计输入、设计输出、设计验证和设计确认是否闭环;
- 钢结构制造阶段,看钢结构、焊接、涂装、预拼装是否受控;
- 内部件制造阶段,看阳极板、阴极线和其他关键工件相关尺寸是否稳定;
- 外购件验收阶段,看输灰、传动、绝缘、膨胀补偿和热吹扫部件是否按功能验收。
这些控制点越清楚,静电除尘器投运后的电场稳定性、输灰连续性、防腐寿命和检修计划就越可控。